Top 10 Alumina Ceramic Bearings and Shafts You Need to Know?
Alumina Ceramic Bearings and Shafts are essential components in various industries. They offer advantages like high wear resistance and stability at high temperatures. Dr. Emily Thompson, a leading expert in advanced ceramic materials, said, "Understanding the applications of Alumina Ceramic Bearings and Shafts is crucial for innovation." This highlights the importance of detailed knowledge in this area.
Industries seeking durability often use these components. Their lightweight nature can enhance performance, making them a preferred choice in aerospace and automotive applications. However, many overlook the need for precision in their selection. Different applications require specific types for optimal performance.
In summary, acknowledging the unique features of Alumina Ceramic Bearings and Shafts can lead to improvements in efficiency. Companies should invest time in thorough research and testing. This not only ensures quality but also drives progress in material science. A proactive approach leads to better products and heightened industry standards.
Introduction to Alumina Ceramic Bearings and Shafts
Alumina ceramic bearings and shafts play an essential role in various industries. They are known for their hardness and resistance to wear. This makes them ideal for use in high-temperature and corrosive environments. One of the key benefits of alumina ceramics is their lightweight nature, which enhances efficiency in many applications.
When considering alumina ceramic products, it is vital to understand their properties. They offer superior strength compared to metals. However, this strength can make them brittle. Proper handling is crucial to avoid cracking. Additionally, their smooth surface reduces friction, which is beneficial in reducing energy costs.
Tips: Always inspect for imperfections before use. Any visible cracks or chips should be taken seriously. Testing in a controlled environment will help. Monitor performance regularly to catch issues that arise in challenging conditions. Ceramic components may require specific lubricants to maintain longevity. Choosing the right application for alumina ceramics can lead to significant improvements in performance.
Key Advantages of Using Alumina Ceramic Materials
Alumina ceramic materials have gained popularity in various industrial applications. They are known for their exceptional hardness and wear resistance. These qualities make them suitable for bearings and shafts. Their lightweight nature is another significant advantage, translating to reduced overall machinery weight. This feature can enhance energy efficiency in many systems.
The thermal stability of alumina ceramics is commendable. They can withstand high temperatures without deforming. This allows them to function effectively in extreme conditions. Additionally, they exhibit excellent chemical resistance. They are not easily corroded by various substances. However, one should also consider the brittleness of these materials. While they offer numerous benefits, they are not always the most durable under heavy impact.
Using alumina ceramic bearings and shafts can lead to improved performance. Their low friction coefficient reduces wear and tear over time. This increases the lifespan of machinery components. However, the initial cost may be higher than traditional materials. Companies need to weigh these factors. The choice between longevity and cost is often a complex decision that requires careful consideration.
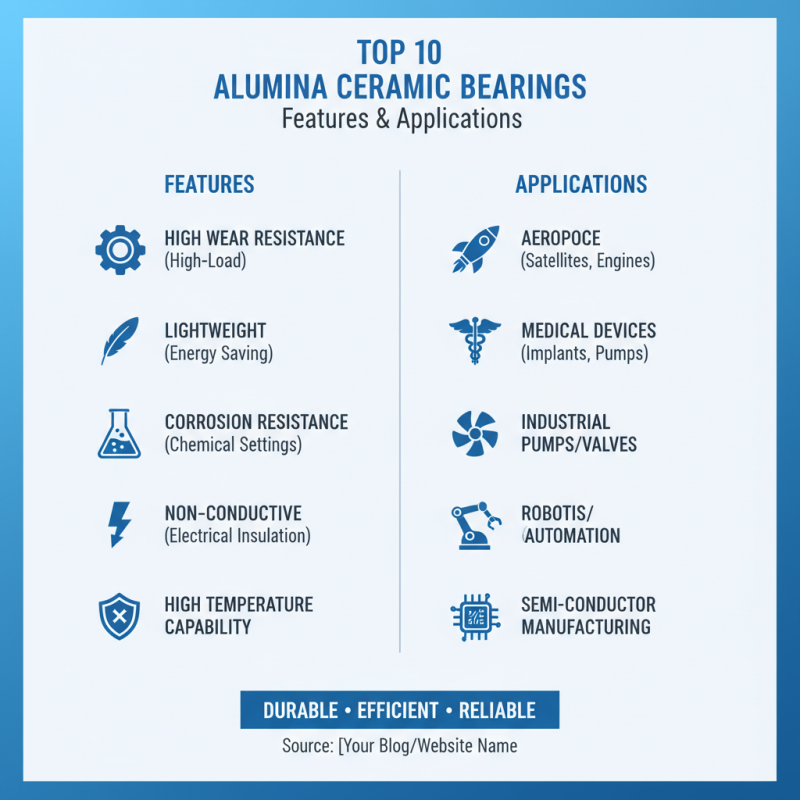
Top 10 Alumina Ceramic Bearings: Features and Applications
Alumina ceramic bearings offer a range of features that make them ideal for various applications. They exhibit high wear resistance, making them suitable for high-load environments. Their lightweight nature allows for reduced energy consumption in machinery. The excellent corrosion resistance of alumina ceramics makes them perfect for use in harsh chemical settings. They are also non-conductive, which means they can be used in applications where electrical insulation is crucial. These attributes contribute to their growing popularity in industries like aerospace and medical devices.
When considering applications, alumina ceramic bearings are used extensively in precision instruments. They function well in environments that require high performance and durability. Additionally, these bearings find use in automotive parts, where they withstand high speeds and temperatures. Despite their advantages, alumina ceramic bearings have some weaknesses. They can be brittle, leading to potential failure under extreme stress. This fragility requires careful handling during installation. Discussions about their reliability often center around these challenges, making it essential for users to evaluate their specific needs and applications.
Top 10 Alumina Ceramic Shafts: Features and Applications
Alumina ceramic shafts offer impressive durability and strength. They resist wear and corrosion in demanding environments. These shafts can endure high temperatures, making them suitable for various applications. Industries utilize them in pumps, valves, and actuators. Their lightweight nature contributes to energy efficiency. Engineers appreciate their low thermal expansion, which ensures stability during operation.
One notable advantage is their high hardness. This property allows for minimal friction, enhancing performance and longevity. Nevertheless, potential brittleness poses a risk during heavy impacts. Proper design and installation are essential to mitigate these challenges. Understanding the application's requirements helps in selecting the right alumina ceramic shaft.
Applications extend beyond industrial uses. These shafts find roles in medical devices and aerospace components. They are crucial in precision instruments, where reliability is vital. While the benefits are clear, ongoing research is needed. Exploring new materials and designs could improve resilience. It’s worthwhile to reflect on past design choices to refine future applications.
Top 10 Alumina Ceramic Bearings and Shafts You Need to Know
| Item |
Material |
Temperature Resistance (°C) |
Hardness (HV) |
Application Areas |
| Bearing A |
Alumina Ceramic |
1600 |
1500 |
Aerospace |
| Shaft B |
High Purity Alumina |
1200 |
1200 |
Medical Equipment |
| Bearing C |
Alumina |
1800 |
1800 |
Electronics |
| Shaft D |
Alumina Composite |
1400 |
1600 |
Industrial Machinery |
| Bearing E |
Zirconia Toughened Alumina |
2000 |
1600 |
Robotics |
| Shaft F |
Alumina Ceramic |
1600 |
1500 |
Aerospace |
| Bearing G |
Alumina Oxide |
1800 |
1400 |
Automotive |
| Shaft H |
High Alumina |
1200 |
1100 |
Food Processing |
| Bearing I |
Alumina-Titania |
1600 |
1450 |
Chemical Industry |
| Shaft J |
Alumina Ceramic |
1500 |
1200 |
Electronics |
Future Trends in Alumina Ceramic Bearing and Shaft Technologies
The future of alumina ceramic bearing and shaft technologies looks promising, driven by advancements in material science. Recent reports indicate a projected annual growth rate of 6.2% in the alumina ceramic market over the next five years. These materials stand out for their high hardness and excellent wear resistance, making them ideal for various industrial applications, including automotive and aerospace.
Innovations in manufacturing processes are also shaping the landscape. Additive manufacturing techniques enable the production of complex geometries, which were previously difficult to achieve. This change may lead to lighter, stronger bearing and shaft designs.
However, challenges remain. The brittleness of alumina ceramics can lead to unexpected failures under certain conditions. Engineers are keenly aware of this and are continuously working on improving the toughness of these materials.
Sustainability is another trend impacting this sector. The push for eco-friendly materials drives manufacturers to explore more sustainable production methods. Reports suggest that around 45% of companies are now prioritizing green manufacturing practices. This shift is crucial for reducing environmental impact but raises questions about cost implications. Balancing performance, durability, and environmental responsibility remains a pivotal challenge in the future of alumina ceramic technologies.